
プレス・板金加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
狭い箇所の接合とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
フォーミングマシン |
プレス機械 |
周辺機器・装置 |
板金機械 |
その他プレス・板金加工 |

接合・溶接における狭い箇所の接合とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
ステンレス・アルミ 薄板溶接サービス

ガス熔流加工サービス

『レーザー溶接・TIG溶接』

YAGレーザー溶接、受託加工サービス※事例付き資料進呈

小型スポット溶接ヘッド KTH-HDシリーズ

産業機械『スペース・アーム』
金網加工サービス

ロウ付機『JEWELRY BOND2 JB-900』

真空容器・圧力容器 溶接サービス
モバイルレーザー『ALM』


お探しの製品は見つかりませんでした。
1 / 1
接合・溶接における狭い箇所の接合
接合・溶接における狭い箇所の接合とは?
プレス・板金加工において、製品の設計上、あるいは機能上の制約から、非常に狭いスペースでの接合や溶接が必要となる場面があります。これは、部品点数の削減、軽量化、あるいはデザイン性の向上などを目的として行われますが、加工の難易度が高く、高度な技術や特殊な設備が求められます。
課題
アクセス性の限界
狭い箇所への工具や溶接機のアクセスが困難で、十分な作業スペースを確保できないため、手作業での加工や特殊な治具が必要となる。
熱影響の集中と歪み
狭い範囲に熱が集中しやすく、材料の局所的な過熱や歪みが発生しやすい。これにより、接合部の強度低下や製品の変形を招く可能性がある。
品質管理の困難さ
目視での確認が難しく、接合部の内部欠陥(溶け込み不足、割れなど)を見逃しやすい。非破壊検査の適用も制約を受ける場合がある。
作業効率の低下
特殊な工具や治具の使用、慎重な作業が求められるため、通常の接合・溶接作業に比べて時間がかかり、生産性が低下する。
対策
小型化・高機能化ツールの活用
狭い箇所でも使用可能な、小型で高出力な溶接機やロボットアーム、特殊な形状の電極などを導入する。
非接触・低熱影響接合技術の採用
レーザー溶接や電子ビーム溶接など、熱影響が少なく高精度な接合が可能な技術を検討・採用する。
高度なシミュレーションと検査
接合前の熱影響や歪みを予測するシミュレーションを活用し、接合後の品質確認には超音波探傷などの非破壊検査を適用する。
自動化・ロボット化の推進
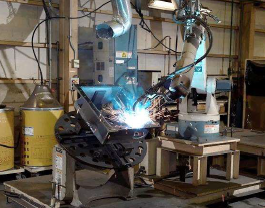
狭い箇所への精密なアプローチを可能にする産業用ロボットや、自動化された治具システムを導入し、作業の安定性と効率を高める。
対策に役立つ製品例
マイクロスポット溶接装置
微細なスポット溶接を可能にし、狭い箇所へのアクセスと精密な接合を実現する。
フレキシブルアーム型溶接ロボット
自由度の高いアームで狭い空間にも入り込み、安定した品質で自動溶接を行う。
高精度レーザー加工システム
非接触で熱影響を最小限に抑えつつ、微細な箇所を高精度に接合する。
3Dプリンター製カスタム治具
複雑な形状の狭い箇所に合わせた専用治具を迅速に設計・製造し、作業をサポートする。
⭐今週のピックアップ

読み込み中
