
プレス・板金加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
小径・大深絞り加工の実現とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
フォーミングマシン |
プレス機械 |
周辺機器・装置 |
板金機械 |
その他プレス・板金加工 |

絞り・深絞りにおける小径・大深絞り加工の実現とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
金型不要のスピニング工法での金属曲げ加工

ヘラ絞り加工

愛巧ヘラ押工業株式会社 事業紹介
協和工業の精密板金加工

へら絞り加工(スピニング)
冷間圧造加工サービス

丸長金属株式会社 事業内容のご紹介
技術案内「ステンレスパイプの両端面テーパー加工事例」

抽伸機『傾斜デュアルドローベンチ』
技術紹介 西垣金属のヘラ絞り


お探しの製品は見つかりませんでした。
1 / 1
絞り・深絞りにおける小径・大深絞り加工の実現
絞り・深絞りにおける小径・大深絞り加工の実現とは?
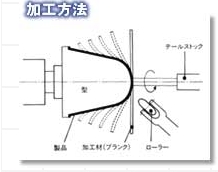
絞り・深絞り加工は、金属板を金型で押し込み、容器状の製品を成形するプレス加工技術です。特に、小径でありながら深い形状を成形する「小径・大深絞り加工」は、小型電子部品や医療機器、精密機器などの分野で不可欠な技術となっています。この技術の実現は、製品の小型化・高機能化に大きく貢��献します。
課題
材料の過度な伸びと破断
小径で深い形状を成形する際、材料が金型との間に引き込まれ、過度に伸びて破断するリスクが高まります。
加工硬化と変形抵抗の増大
繰り返し変形により材料が硬化し、加工に必要な圧力が上昇し、成形が困難になることがあります。
しわの発生と寸法精度
金型との間に生じる圧縮応力により、材料に不要なしわが発生し、製品の寸法精度が低下する可能性があります。
金型設計と潤滑の最適化
複雑な形状と材料特性に対応するため、高度な金型設計と適切な潤滑剤の選定が不可欠ですが、その最適化が難しい場合があります。
対策
材料特性の最適化と予備成形
加工に適した材料選定や、初期段階での予備成形により、材料の伸びを均一化し破断を防ぎます。
高度な金型設計と加工条件の制御
材料の流れを考慮した金型形状の最適化や、加工速度・圧力の精密な制御により、変形抵抗を低減します。
潤滑技術の高度化と表面処理
特殊な潤滑剤の使用や、材料表面へのコーティングにより、摩擦を低減し、しわの発生を抑制します。
シミュレーション技術の活用
成形プロセスを事前にコンピュータ上でシミュレーションし、問題点を予測・改善することで、試作回数を削減します。
対策に役立つ製品例
高機能潤滑剤
材料の滑りを向上させ、摩擦抵抗を低減することで、材料の伸びを均一化し、破断やしわの発生を抑制します。
精密金型設計支援ソフトウェア
複雑な絞り加工の挙動をシミュレーションし、最適な金型形状や加工条件を導き出すことで、加工精度と歩留まりを向上させます。
特殊表面処理剤
材料表面に微細な凹凸やコーティングを施すことで、金型との密着性を調整し、材料の流れを制御します。
高強度・低加工硬化性材料
加工中に硬化しにくい特性を持つ材料を使用することで、加工に必要な圧力を低減し、より深い絞り加工を可能にします。
⭐今週のピックアップ

読み込み中
