
プレス・板金加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
レーザー熱影響部の最小化とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
フォーミングマシン |
プレス機械 |
周辺機器・装置 |
板金機械 |
その他プレス・板金加工 |

切断・ブランキングにおけるレーザー熱影響部の最小化とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
【課題解決】様々な材質切断!CO2との違いを実感ファイバーレーザ

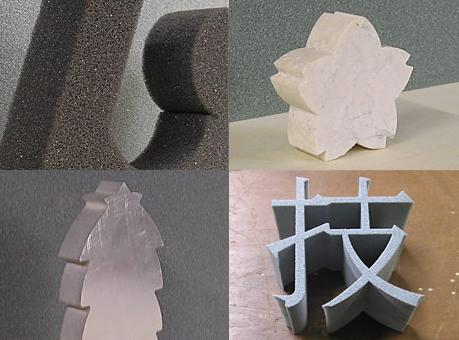
素材変形、変色を防止 「ウォータージェット切断加工について」
アマダ レーザマシンラインナップ

【技術資料】板金基礎講座 第8回 レーザ加工(Part1)

お探しの製品は見つかりませんでした。
1 / 1
切断・ブランキングにおけるレーザー熱影響部の�最小化
切断・ブランキングにおけるレーザー熱影響部の最小化とは?
プレス・板金加工におけるレーザー切断・ブランキング工程では、レーザー光の熱により材料が溶融・蒸発する際に、加工部周辺に熱影響部(HAZ)が発生します。この熱影響部は、材料の機械的特性の変化、寸法精度�の低下、後工程への悪影響などを引き起こす可能性があります。そのため、熱影響部を最小限に抑えることは、高精度かつ高品質な加工を実現するために不可欠です。
課題
熱による材料変質
レーザーの熱が材料に伝播し、加工部周辺の硬度変化、脆化、残留応力の発生などを引き起こす。
寸法精度への影響
熱膨張や収縮により、切断面の寸法精度が低下し、後工程での組み立てや嵌合に問題が生じる可能性がある。
表面品質の低下
熱影響部における酸化、変色、ドロス付着などが生じ、外観品質や塗装などの後処理に影響を与える。
加工速度と品質のトレードオフ
加工速度を上げると熱影響部が広がりやすく、逆に熱影響部を抑えようとすると加工速度が低下し、生産性が犠牲になる。
対策
レーザー条件の最適化
出力、焦点位置、切断速度、ガス種・流量などを精密に調整し、熱入力量を最小限にする。
冷却機構の導入
加工部周辺を効率的に冷却する装置や方法を導入し、熱の拡散を抑制する。
パルスレーザーの活用
短時間で高出力のパルスレーザーを用いることで、熱蓄積を抑え、熱影響部を縮小する。
材料特性に合わせた加工
材料の種類や板厚に応じた最適な加工条件を設定し、熱影響を考慮したアプローチをとる。
対策に役立つ製品例
高精度レーザー発振器
安定したビーム品質と精密な出力制御により、熱入力の最適化を可能にし、熱影響部を低減する。
自動焦点・ガス制御システム
加工中の焦点位置やガス流量をリアルタイムで最適化し、常に最適な熱入力と冷却効果を維持する。
冷却アシスト装置
加工点近傍に冷却ガスや液体を供給し、熱の拡散を効果的に抑制することで熱影響部を最小化する。
高度加工シミュレーションソフトウェア
材料特性や加工条件に基づき、熱影響部を事前に予測・評価し、最適な加工条件設定を支援する。
⭐今週のピックアップ

読み込み中
