
プレス・板金加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
溶接欠陥の非破壊検査とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
フォーミングマシン |
プレス機械 |
周辺機器・装置 |
板金機械 |
その他プレス・板金加工 |

接合・溶接における溶接欠陥の非破壊検査とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
熱を加えない金属亀裂補修 発電機補修 電動機修理 鍛造機亀裂

溶接継目検出装置 SND40、 Roland社

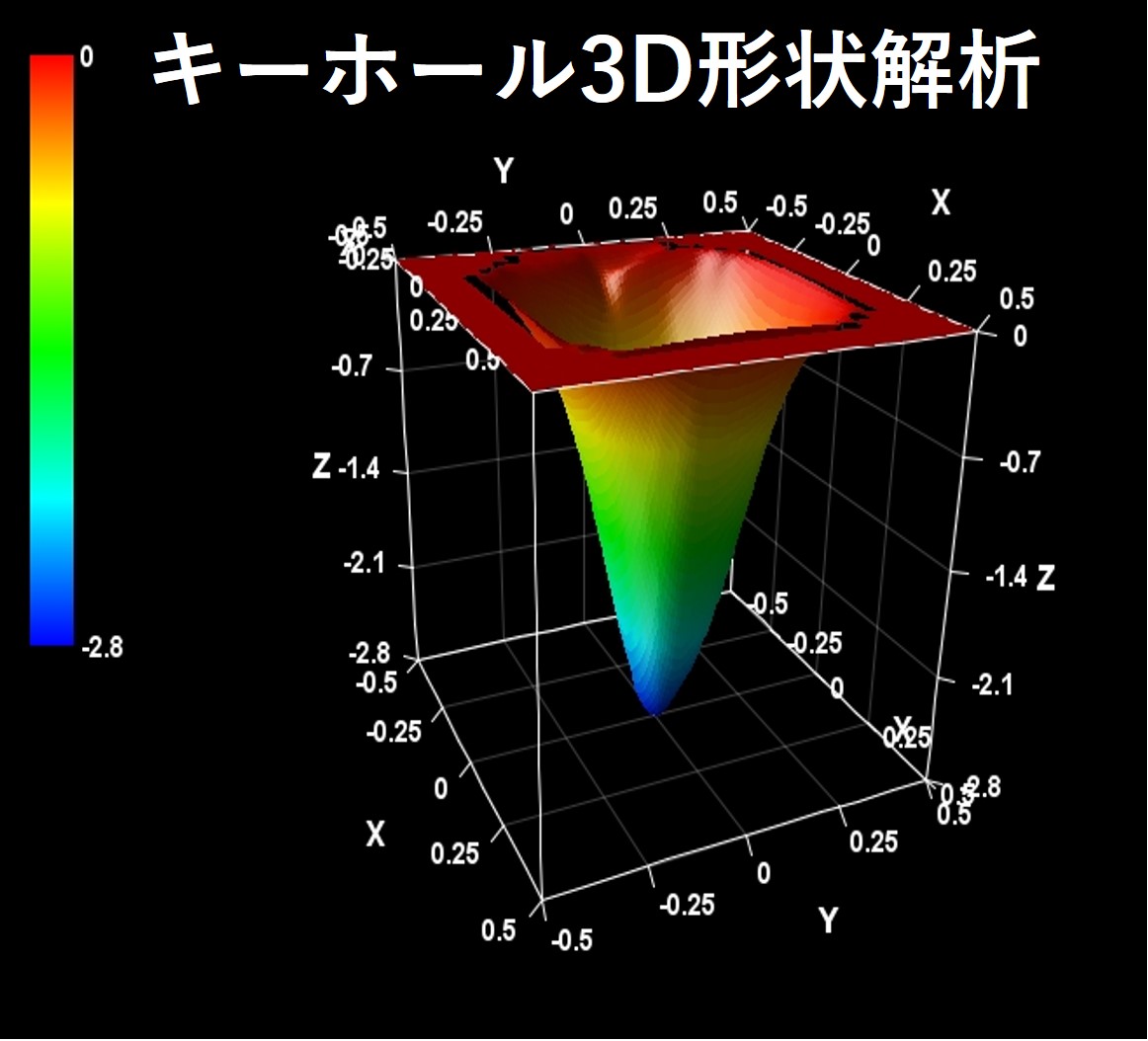
レーザ溶接キーホールモニタリングシステム『LEXA OCT』
検査装置

『ガウジングカーボン(直流)』


お探しの製品は見つかりませんでした。
1 / 1
接合・溶接における溶接欠陥の非破壊検査
接合・溶接における溶接欠陥の非破壊検査とは?
プレス・板金加工業界において、溶接部の強度や信頼性を確保するために、溶接欠陥を破壊せずに検出する技術です。製品の品質保証や安全性の向上に不可欠なプロセスです。
課題
検査精度のばらつき
熟練度に依存する検査員の主観や、検査機器の性能限界により、欠陥の見落としや誤検出が発生する可能性がある。
検査コストの増大
専門的な知識を持つ人材の確保や、高価な検査機器の導入・維持に多額の費用がかかる。
検査時間の長期化
複雑な形状や広範囲の溶接部に対して、十分な精度を確保するための検査に時間がかかり、生産効率を低下させる。
データ管理と分析の困難さ
検査結果の記録や、過去のデータとの比較分析が手作業で行われる場合、効率が悪く、傾向把握や改善活動に繋げにくい。
対策
自動化・画像処理技術の活用
AIや画像認識技術を導入し、検査プロセスを自動化することで、検査員のばらつきをなくし、客観的かつ高精度な検査を実現する。
検査機器の高度化と標準化
高解像度センサーや、より高感度な探傷技術を持つ検査機器を導入し、検査基準を標準化することで、検査精度と信頼性を向上させる。
インライン検査システムの導入
生産ラインに検査システムを組み込み、リアルタイムで溶接欠陥を検出することで、検査時間を短縮し、生産効率を向上させる。
検査データ統合管理システムの活用
検査データを一元管理し、AIによる分析や可視化を行うことで、欠陥の傾向分析や、予防保全に繋がる洞察を得る。
対策に役立つ製品例
画像解析ソフトウェア
溶接部の画像データを解析し、欠陥の種類や大きさを自動で判定するこ��とで、検査精度の向上と検査時間の短縮に貢献する。
高精度センサー搭載検査装置
微細な欠陥も捉えることができる高感度センサーを搭載し、従来では見逃されていた欠陥も検出可能にする。
生産ライン連携型検査システム
生産ラインの進行に合わせて自動で検査を行い、リアルタイムで不良品を排除することで、生産効率と品質を同時に向上させる。
クラウド型検査データ管理システム
検査データをクラウド上で一元管理し、どこからでもアクセス可能にすることで、データ分析や情報共有を容易にし、品質改善活動を促進する。
⭐今週のピックアップ

読み込み中
