
プレス・板金加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
材料ロス最小化とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
フォーミングマシン |
プレス機械 |
周辺機器・装置 |
板金機械 |
その他プレス・板金加工 |

絞り・深絞りにおける材料ロス最小化とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
【コネクタ製造業様へ】高騰中の金&銀 貴金属高回収 リサイクル
スウェージング加工(回転冷間鍛造加工) Long

ヒートシンク、ヒートスプレッダ、バスバー、コネクタを異形線から

日工産業株式会社 技術紹介『バルジ成形』

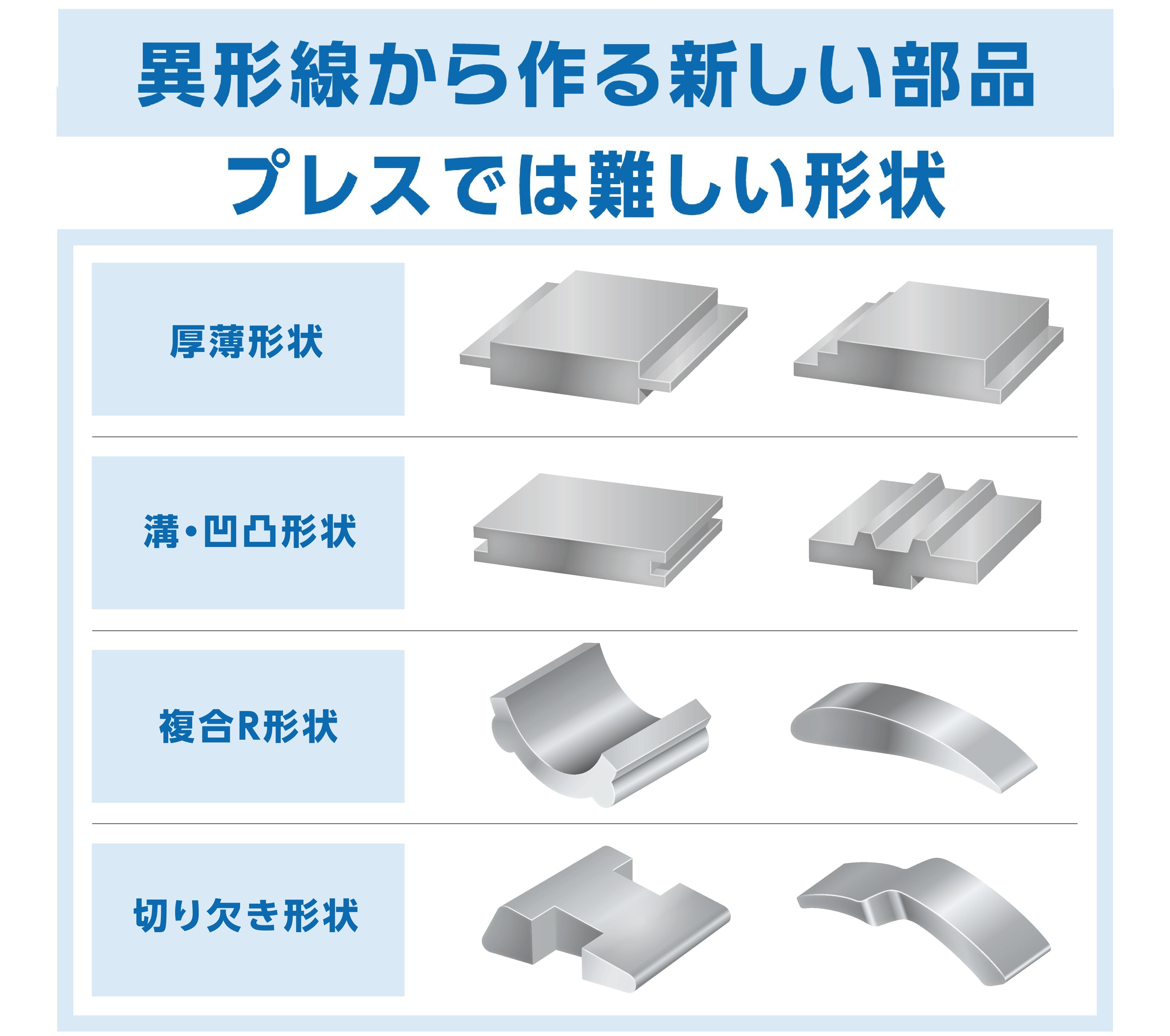
新プレス部品 プレスでは難しい形状を異形線から作る部品
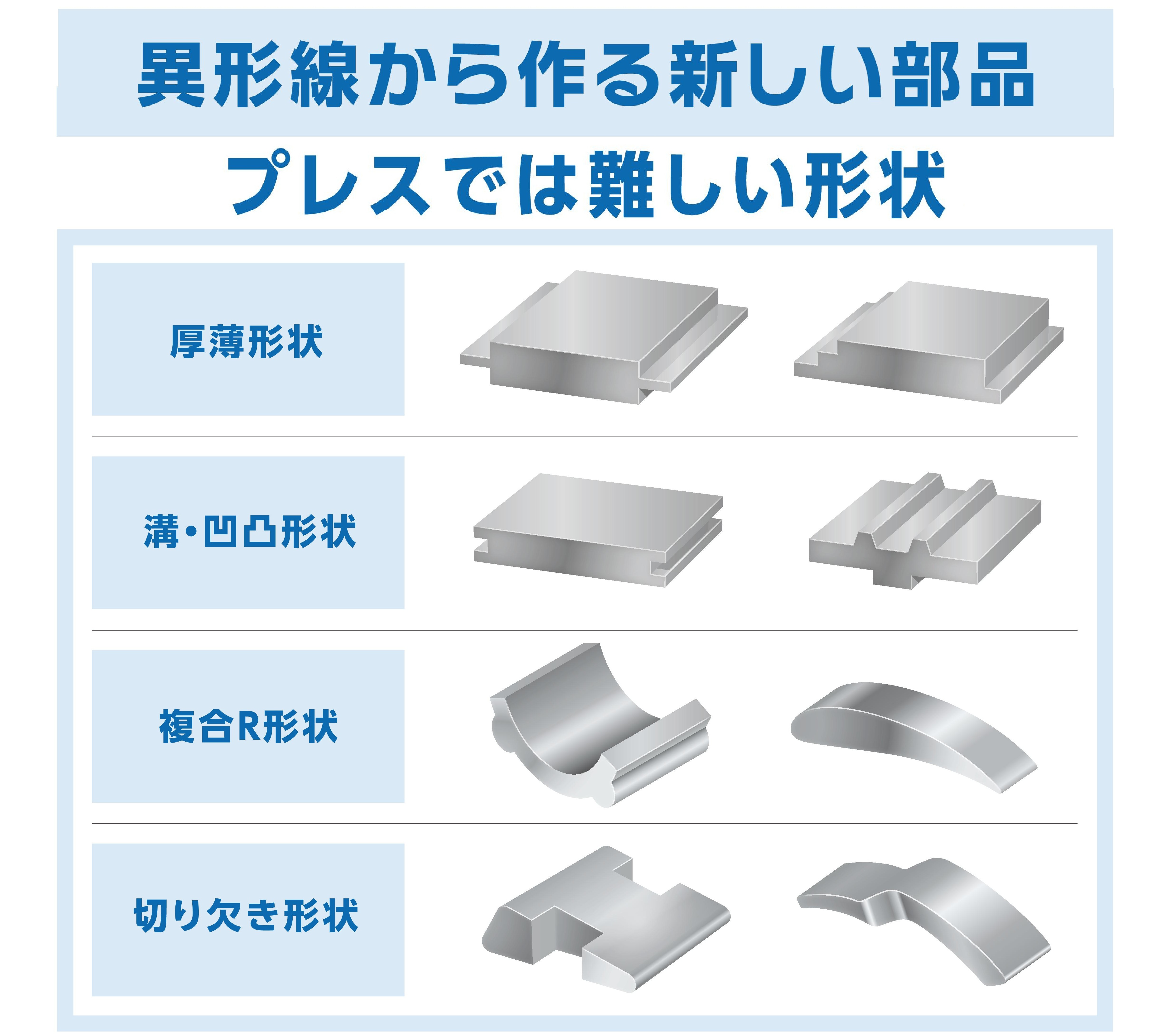
【後加工不要】プレス加工の課題を解決する『異形線』部品
バーリング・タップ加工をワンアクションで 『バーリングタッパー』

冷間圧造加工


お探しの製品は見つかりませんでした。
1 / 1
絞り・深絞りにおける材料ロス最小化
絞り・深絞りにおける材料ロス最小化とは?
絞り・深絞り加工は、金属板を金型で押し込み、立体的な形状を作り出すプレス加工の一種です。製品の軽量化や機能性向上に不可欠ですが、加工時に材料の伸びや座屈、パンチとのクリアランスなどにより、どうしても材料ロスが発生します。この材料ロスを最小限に抑え、歩留まりを向上させることが、コスト削減と環境負荷低減に繋がる重要な課題です。
課題
過剰な伸びによる材料の薄肉化と破断
絞り加工時に材料が過剰に伸びると、特定箇所が薄くなり、最終的に破断に至るリスクが高まります。これにより、不良品が発生し材料が無駄になります。
座屈による形状不良と材料の無駄
材料が金型内で適切に支持されないと、座屈が発生し、所望の形状が得られなくなります。これも不良品となり、材料ロスに直結します。
金型クリアランス設定の難しさ
パンチとダイのクリアランスが大きすぎると、材料の余りが生じ、小さすぎると加工抵抗が増大し、材料の伸びや破断を引き起こす可能性があります。最適なクリアランス設定が難しいです。
複雑形状における材料の流れ制御の困難さ
特に深絞り加工では、複雑な形状になるほど材料の流れを均一に制御することが難しく、局所的な応力集中やシワ、破断の原因となり、材料ロスを招きます。
対策
加工条件の最適化とシミュレーション活用
材料の伸び、座屈、破断などを予測するCAE(Computer Aided Engineering)シミュレーションを活用し、金型形状や加工条件(絞り代、潤滑剤、プレス速度など)を事前に最適化することで、不良発生を抑制します。
金型設計の改良とダイクッションの活用
材料の適切な流れを誘導する金型形状(例:ダイのR形状、絞り代の調整)や、材料を適切に押さえるダイクッションの圧力制御を最適化し、座屈やシワの発生を防ぎます。
高精度な金型製作とメンテナンス
金型クリアランスを設計通りに維持するため、高精度な金型製作技術と定期的なメンテナンスが不可欠です。これにより、安定した品質と材料ロス低減を実現します。
材料特性の理解と適切な材料選定
加工する材料の伸び特性、加工硬化などを十分に理解し、製品形状や加工方法に適した材料を選定することで、加工時の無理な伸びや破断を防ぎ、材料ロスを最小限に抑えます。
対策に役立つ製品例
プレス加工シミュレーションソフトウェア
材料の変形挙動を仮想空間で再現し、加工前の問題点を予測・評価することで、最適な加工条件や金型設計を導き出し、試作回数削減と材料ロス低減に貢献します。
高精度金型加工サービス
微細なクリアランス制御や複雑な曲面加工を可能にする、高い技術力を持つ金型製作サービスです。これにより、材料の均一な流れを促進し、不良品発生を抑制します。
ダイクッション制御システム
絞り加工時に材料を均一に押さえつけるダイクッションの圧力を、加工工程に合わせて精密に制御するシステムです。これにより、材料の座屈やシワを防ぎ、歩留まりを向上させます。
材料特性評価・選定支援サービス
様々な金属材料の加工特性データを分析・提供し、製品形状や加工方法に最適な材料選定を支援するサービスです。これにより、加工性の低い材料の使用によるロスを防ぎます。
⭐今週のピックアップ

読み込み中
