
工作機械・加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
薄肉円筒加工の難易度克服とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
3Dプリンター |
CAD/CAM/CAE |
ロボット技術 |
計測機器 |
工作機械 |
周辺機器 |
切削工具 |
その他工作機械・加工 |

旋盤加工における薄肉円筒加工の難易度克服とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
機械加工による部品製造

金属3Dプリンタ加工<切削加工では不可能な内部空間を形成>

【加工事例】旋盤加工・マシニング加工・歯切加工(ホブ加工)

【加工製品】A5052薄肉加工 φ60 t1.2

深穴加工技術
パワーチャック用・スクロール用生爪『円型生爪』

パンフ
BTA加工サービス

薄物、長物、難削材、複雑形状の旋盤加工

お探しの製品は見つかりませんでした。
1 / 1
旋盤加工における薄肉円筒加工の難易度克服
旋盤加工における薄肉円筒加工の難易度��克服とは?
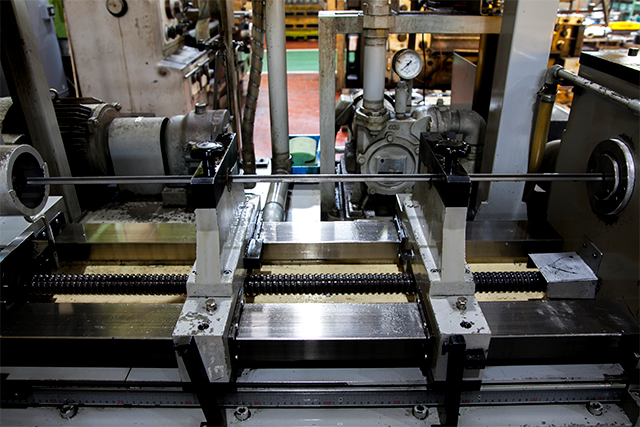
旋盤加工における薄肉円筒の加工は、材料の変形や振動が発生しやすく、寸法精度や真円度を確保することが困難な技術です。この難易度を克服し、高品質な薄肉円筒部品を安定して製造するための技術やノウハウを指します。
課題
加工中の材料変形
薄肉のため、切削抵抗により容易に変形し、寸法精度が低下する。
振動による加工面の荒れ
剛性が低いため、切削時の振動が発生しやすく、表面粗さが悪化する。
熱による寸法変化
切削熱の影響を受けやすく、加工中に寸法が変化してしまう。
芯ずれ・偏肉の発生
チャッキング時の圧力や加工中の応力により、芯ずれや偏肉が生じやすい。
対策
最適な切削条件の設定
低速回転、浅い切り込み、適切な送り速度を設定し、切削抵抗と発熱を抑制する。
特殊な刃物・工具の使用
切れ味の良い、剛性の高い刃物や、振動を抑制する形状の工具を選定する。
適切な芯出し・チャッキング方法
低圧チャックや、内径・外径を均等に支持する治具を使用し、応力を分散させる。
冷却・潤滑の徹底
十分なクーラント供給により、切削熱の蓄積を防ぎ、加工面の保護と潤滑を行う。
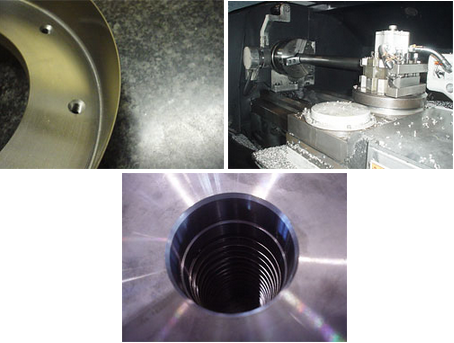
対策に役立つ製品例
高精度加工用旋盤
剛性が高く、微細な送り制御が可能な旋盤は、薄肉円筒の安定した加工を実現する。
特殊形状加工刃物
薄肉材の変形を抑え、滑らかな切削を可能にする特殊な切れ刃を持つ刃物は有効である。
低圧チャック装置
ワークに過度な圧力をかけずに固定できるため、薄肉材の変形を防ぎ、芯ずれを抑制する。
高機能クーラントシステム
効率的な冷却と潤滑により、切削熱の影響を低減し、加工精度を維持する。
⭐今週のピックアップ

読み込み中
