
工作機械・加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
熱変形の防止とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
3Dプリンター |
CAD/CAM/CAE |
ロボット技術 |
計測機器 |
工作機械 |
周辺機器 |
切削工具 |
その他工作機械・加工 |

歯切り加工における熱変形の防止とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
株式会社ダイネツ 事業紹介

有限会社丸眞熱処理工業 事業紹介『金属熱処理』

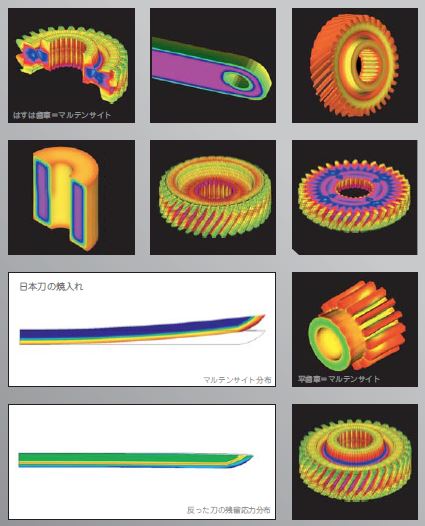
熱処理プロセス シミュレーションソフトウェア『COSMAP』
真空浸炭炉�【熱処理装置】

マルクエンチ焼入れ加工サービス


お探しの製品は見つかりませんでした。
1 / 1
歯切り加工における熱変形の防止
歯切り加工における熱変形の防止とは?
歯切り加工は、金属材料に切削工具を用いて歯形を形成する精密な加工プロセスです。この加工中に発生する摩擦熱や切削熱により、工作物や加工機械に温度変化が生じ、寸法精度や形状精度に影響を与える熱変形が発生します。熱変形の防止は、高精度な歯車部品の製造において不可欠な技術です。
課題
加工中の温度上昇による寸法誤差
切削熱や摩��擦熱により、工作物の温度が上昇し、熱膨張によって寸法が変化してしまう。これにより、設計値からのずれが生じ、機能不全の原因となる。
加工機械の熱変形による精度低下
工作機械本体や主軸、刃物台なども熱の影響を受け変形する。これにより、工具と工作物の相対位置がずれ、加工精度が著しく低下する。
加工条件の最適化の困難さ
切削速度、送り量、切り込み量などの加工条件は、熱発生量に大きく影響する。熱変形を最小限に抑えるための最適な条件設定が難しい。
冷却不足による熱蓄積
加工中に発生した熱が十分に除去されず、工作物や機械に蓄積されることで、熱変形が進行する。
対策
効果的な切削液による冷却
加工点に直接、大量の切削液を供給し、発生した熱を効率的に奪うことで、温度上昇を抑制する。
加工機械の温度管理システム
工作機械本体や主軸の温度を監視し、必要に応じて冷却するシステムを導入することで、機械自体の熱変形を防ぐ。
加工条件の最適化と低発熱加工
低速・低送りなどの加工条件を採用したり、工具の切れ刃形状を工夫したりすることで、熱発生量を低減する。
工作物の予冷・恒温管理
加工前に工作物を一定温度に保つ、あるいは加工中に冷却装置で温度を一定に保つことで、熱膨張を最小限に抑える。
対策に役立つ製品例
高性能冷却潤滑剤
高い冷却性能と潤滑性能を両立し、加工熱を効果的に除去しながら、工具摩耗を抑制し、加工精度を維持する。
自動温度制御付き工作機械
機械本体や主軸の温度をリアルタイムで検知し、自動で冷却・温度調整を行うことで、機械の熱変形による精度低下を防ぐ。
低発熱型切削工具
特殊なコーティングや刃先形状により、切削抵抗を低減し、加工時の発熱量を抑えることで、熱変形を抑制する。
加工ワーク温度管理システム
加工中のワーク温度を精密に測定・制御し、一定温度に保つことで、ワーク自体の熱膨張による寸法誤差を最小限にする。
⭐今週のピックアップ

読み込み中
