
金型製作・成形に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
ブロー成形時のバリ対策とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
金型技術 |
金属プレス加工技術 |
その他金型製作・成形 |

ブロー成形におけるブロー成形時のバリ対策とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
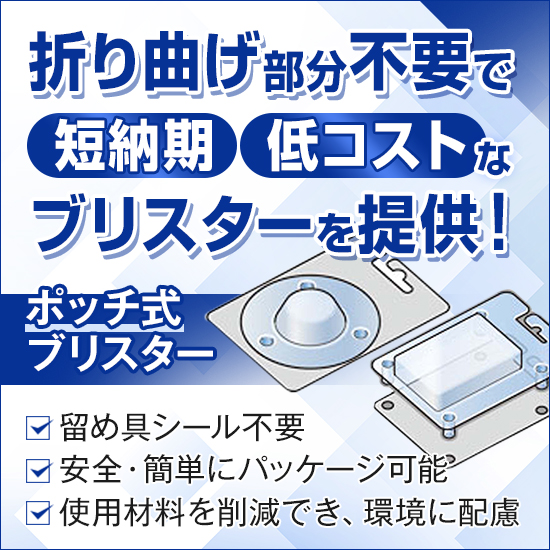
【工具向け】新工法ポッチ式ブリスター
金型切削加工サービス
和田金型工業株式会社 事業紹介
大真精機株式会社 事業紹介
有限会社中山鉄工所 事業紹介

精密機械加工サービス

お探しの製品は見つかりませんでした。
1 / 1
ブロー成形におけるブロー成形時のバリ対策
ブロー成形におけるブロー成形時のバリ対策とは?
ブロー成形は、中空製品の製造に広く用いられる技術ですが、成形時に発生するバリ(余分な樹脂)は、製品の外観や機能に悪影響を与える可能性があります。このバリを効果的に抑制・除去することは、高品質な製品を安定して製造するために不可欠です。
課題
金型間の隙間からの樹脂漏れ
金型が完全に閉じきらず、わずかな隙間から溶融樹脂が押し出され、バリとして付着してしまう。
過剰な樹脂量の供給
成形サイクルに対して過剰な量の樹脂が供給されることで、金型内に収まりきらずにバリが発生する。
冷却不足による樹脂の軟化
金型内での冷却が不十分な場合、樹脂が軟らかい状態で金型から押し出され、バリが発生しやすくなる。
型締め力の不足
金型をしっかりと閉じ合わせるための型締め力が不足していると、隙間から樹脂が漏れ出しバリの原因となる。
対策
金型設計の最適化
金型間の隙間を最小限に抑える設計や、バリ取り用の機構を組み込むことで、バリの発生を抑制する。
樹脂供給量の精密制御
成形条件に合わせて樹脂の供給量を正確に制御し、過剰な樹脂の供給を防ぐことでバリを低減する。
冷却効率の向上
金型内の冷却時間を適切に設定したり、冷却水の温度や流量を調整したりして、樹脂の硬化を促進する。
型締め力の強化
成形する製品のサイズや樹脂の種類に応じて、十分な型締め力を確保できる設備を選定・調整する。
対策に役立つ製品例
高精度金型
精密な加工技術により、金型間の隙間を極限まで減らし、樹脂漏れによるバリ発生を根本から防ぐ。
自動計量供給装置
設定された量だけ正確に樹脂を供給するため、過剰供給によるバリ発生を防ぎ、安定した成形を実現する。
冷却制御システム
金型内の温度をリアルタイムで監視・制御し、最適な冷却状態を維持することで、樹脂の軟化によるバリを抑制する。
油圧・電動型締め機構
強力かつ安定した型締め力を提供し、金型を確実に密着させることで、隙間からの樹脂漏れを防ぐ。
⭐今週のピックアップ

読み込み中
