
微細・精密加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
加工効率の最大化とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
微細加工技術 |
その他微細・精密加工 |

切削加工における加工効率の最大化とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
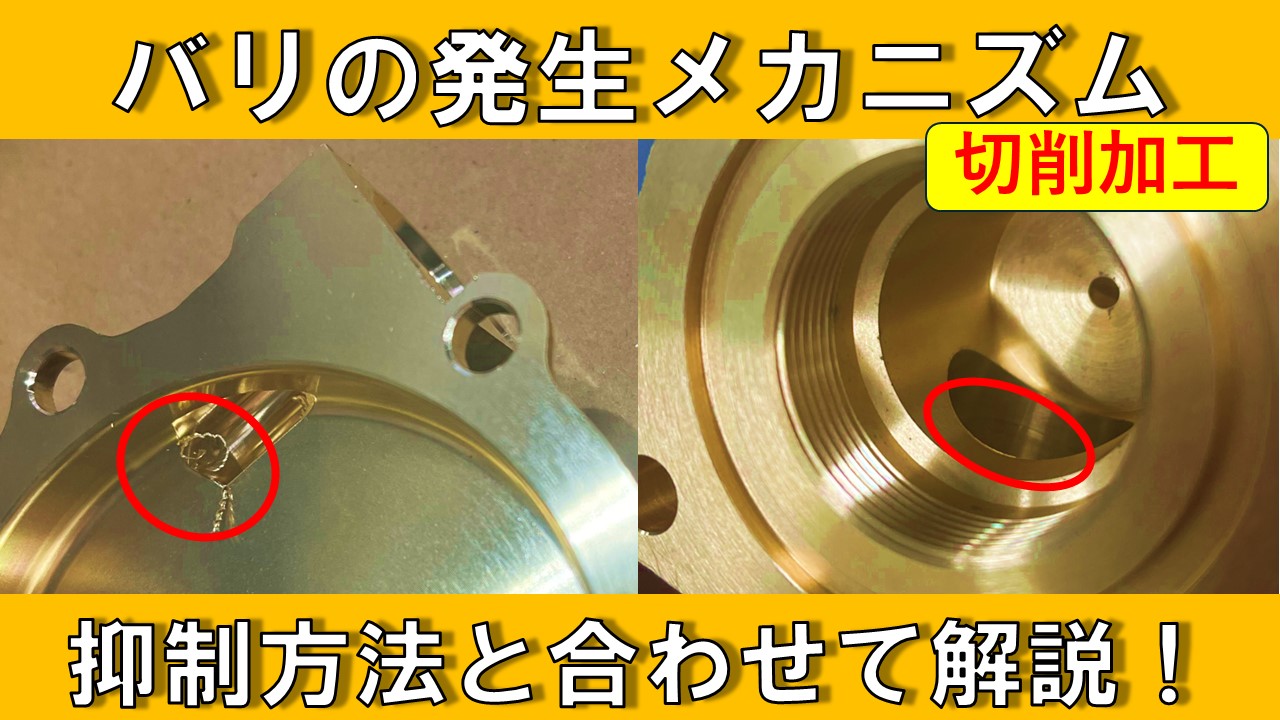
【電子機器向け】バリの発生メカニズムと対策
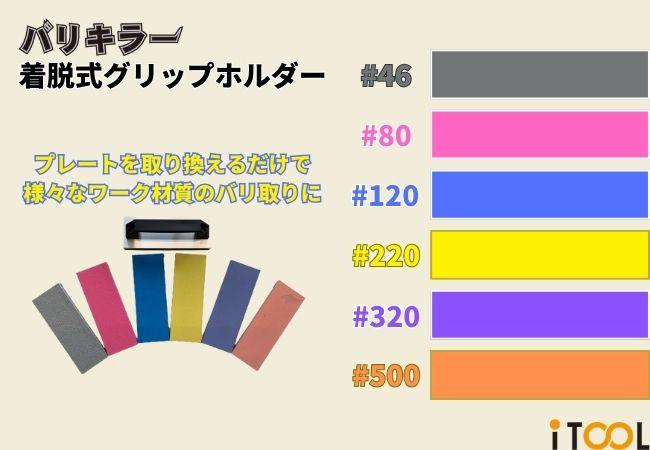
【半導体製造向けバリ取り】プレート交換で多様なワーク材質に対応
【半導体製造向け】バリ取り工具 i-TOOL ブライト900

【電子機器向け】バリ取り工具 ブライト900 クラフトタイプ

株式会社エレック北上 事業紹介
スピーカー・カメラ 穴加工【成形品への穴加工事例】
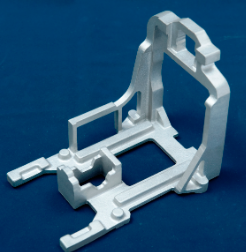
【製作事例】高速電子制御部品/材質:AC4C-T6
【加工事例】基板マガジンレール 樹脂加工
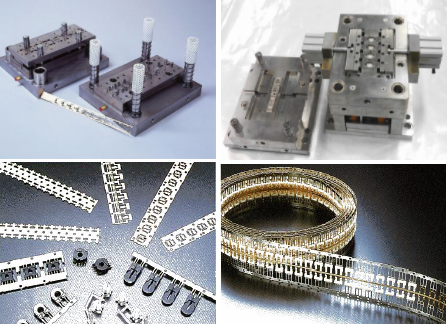
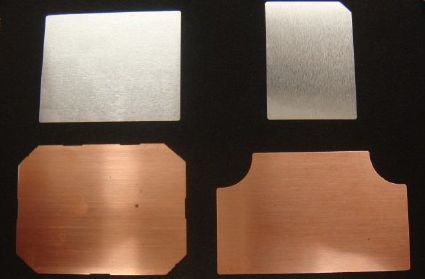
『銅貼りセラミック基板用回路基材プレス加工』
レンズや金属研磨に好適!スムージング&ポリシング盤(球面研磨盤)

フィルム プレス加工 東レルミラーS10#100
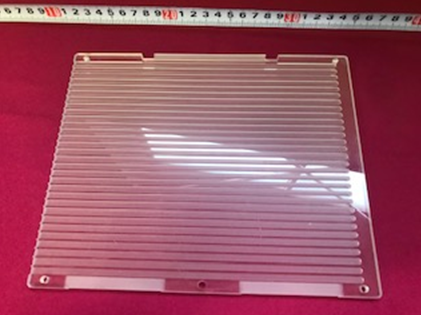
ステンレス鋼のプリンター部品(材厚:1.2mm)加工事例

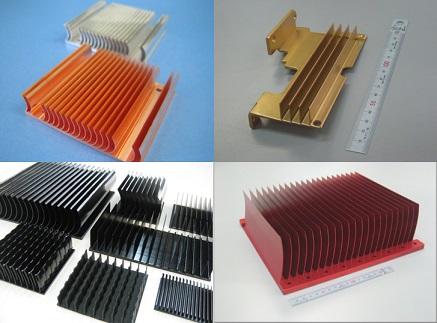
クロスエッジ微細加工 金属製品(ヒートシンク)

【加工技術例】カメラモジュールアクチュエータ用 ケース
【切削加工・ザグリ加⼯(段加⼯)事例】ICカード

スピーカー・タブレット穴加工【成形品への穴加工事例】

プレス加工『マジック・ヒートシンク』
精密部品加工:精密プレス加工による非鉄金属材料の加工事例
オイルレスプレス活用技術『圧電スピーカー用振動板プレス加工』
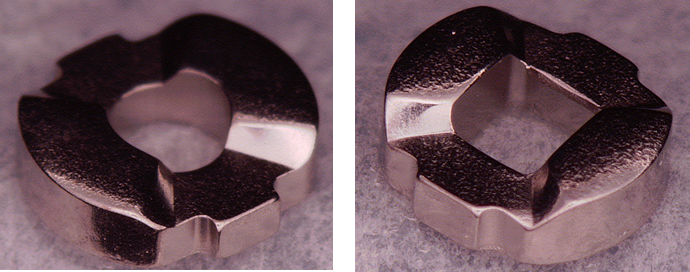
クロアモール採用事例その1【半導体の封止金型】
鉄鋼の携帯電話部品(1.4mm)加工事例
【事例】純銅電気部品の鋳物の鋳造


お探しの製品は見つかりませんでした。
1 / 1
切削加工における加工効率の最大化
切削加工における加工効率の最大化とは?
切削加工における加工効率の最大化とは、製品の品質を維持・向上させながら、加工時間、コスト、材料ロスを最小限に抑え、生産性を極限まで高めることを指します。微細・精密加工業界においては、特に高い精度と複雑な形状が求められるため、この効率化は競争力維持・強化の鍵となります。
課題
加工時間の長期化
複雑な形状や高精度が求められる部品では、加工パスの最適化不足や工具選定の誤りにより、必要以上に時間がかかってしまう。
工具寿命の短縮と交換頻度増加
不適切な切削条件や加工材との相性により、工具が早期に摩耗・破損し、頻繁な交換が必要となり、生産ラインが停止する。
不良品の発生と手直しコスト
加工条件の不安定さやオペレーターの熟練度不足により、寸法誤差や表面粗さ不良が発生し、再加工や廃棄によるコストが増大する。
非効率な段取り作業
材料の取り付け・取り外し、工具交換、プログラム設定などに時間がかかり、実際の切削時間を圧迫してしまう。
対策
高度なCAMソフトウェアの活用
加工パスの自動最適化、干渉チェック、シミュレーション機能により、無駄のない効率的な加工プログラムを作成し、加工時間を短縮する。
高耐久性・高機能切削工具の導入
加工材や加工条件に最適な材質・形状の工具を選定し、工具寿命を延ばし、交換頻度を減らすことで、生産ラインの稼働率を向上させる。
リアルタイム加工モニタリングシステム
切削抵抗、振動、温度などをリアルタイムで監視し、異常を検知した場合に自動で加工条件を調整することで、不良品の発生を抑制する。
自動化・省力化設備の導入
自動搬送システム、自動工具交換装置、自動段取り装置などを導入し、段取り作業の時間を大幅に削減し、人的ミスを排除する。
対策に役立つ製品例
統合型CAMソフトウェア
複雑な形状の加工パスを最適化し、加工時間を短縮するとともに、工具干渉を事前に検知し、不良発生リスクを低減する。
高性能コーティング切削工具
特殊なコーティング技術により、耐摩耗性・耐熱性を向上させ、工具寿命を大幅に延ばし、交換頻度とそれに伴うダウンタイムを削減する。
IoT対応加工状態監視システム
センサーで取得した加工データをクラウド上で分析し、最適な加工条件をリアルタイムでフィードバックすることで、加工精度の安定化と不良率低減を実現する。
多関節ロボット搭載自動化ライン
材料供給から加工、完成品搬出までを自動化し、段取り作業の時間を劇的に短縮するとともに、24時間稼働を可能にする。
⭐今週のピックアップ

読み込み中
