
微細・精密加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
深穴加工の精度確保とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
微細加工技術 |
その他微細・精密加工 |

切削加工における深穴加工の精度確保とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
製品事例紹介【センサー用部品(2)】

スピーカー・カメラ 穴加工【成形品への穴加工事例】
ステンレス鋼のスマホ用カメラモジュール部品 超極細抜き加工事例
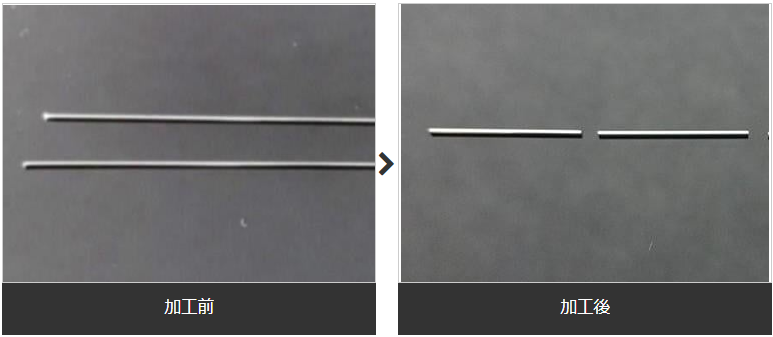
マイクロパーツ 1

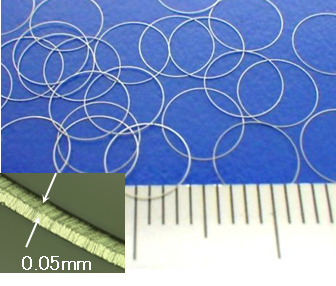
【加工素材事例】金属(マイクロチューブ)ver
スピーカー・タブレット穴加工【成形品への穴加工事例】

マイクロパーツ 3


お探しの製品は見つかりませんでした。
1 / 1
切削加工における深穴加工の精度確保
切削加工における深穴加工の精度確保とは?
切削加工における深穴加工の精度確保とは、加工対象物の内部に設けられる深い穴の、位置、径、真円度、円筒度、表面粗さといった幾何公差や表面品質を、設計通りの高いレベルで実現することです。特に、医療機器部品、航空宇宙部品、精密機器部品など、高い信頼性が求められる分野で不可欠な技術です。
課題
工具のたわみと振動
加工深さが増すにつれて工具がたわみやすく、加工中に振動が発生しやすくなり、加工精度が低下する原因となります。
切りくずの排出不良
加工中に発生した切りくずが穴内に堆積し、工具の摩耗を促進したり、加工面の品質を悪化させたりします。
クーラント供給の困難さ
深穴内部への適切なクーラント供給が難しく、工具の冷却や潤滑が不十分になり、加工精度や工具寿命に影響を与えます。
加工熱の蓄積
長時間の加工や深い穴の加工により、加工熱が蓄積し、ワークの熱膨張を引き起こし、寸法精度を損なう可能性があります。
対策
高剛性工具と特殊形状
たわみを抑制する高剛性な工具や、切りくず排出を考慮した特殊な溝形状を持つ工具を使用します。
強力な切りくず排出機構
工具内部給油や、高圧クーラント、特殊な切りくず処理装置などを活用し、切りくずを効果的に排出します。
最適化されたクーラント戦略
高圧クーラント供給システムや、適切なノズル形状、クーラントの種類を選定し、効率的な冷却と潤滑を実現します。
加工条件の最適化と熱管理
切削速度、送り量、切り込み量などを最適化し、加工熱の発生を抑制するとともに、加工中のワーク温度を管理します。
対策に役立つ製品例
高剛性ドリルヘッド
工具のたわみを最小限に抑え、深穴加工時の振動を抑制することで、安定した加工精度を実現します。
切りくず排出促進型ドリル
特殊なフルート形状により、加工中に発生する切りくずを効率的に穴外へ排出し、加工面の品質低下を防ぎます。
高圧クーラント供給システム
深穴内部まで強力なクーラントを供給し、工具の冷却・潤滑を最適化することで、加工精度と工具寿命を向上させます。
熱変位補正機能付き工作機械
加工中の熱によるワークの変位をリアルタイムで検知・補正し、高精度な寸法維持を可能にします。
⭐今週のピックアップ

読み込み中
