
微細・精密加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
バリの発生抑制とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
微細加工技術 |
その他微細・精密加工 |

切削加工におけるバリの発生抑制とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
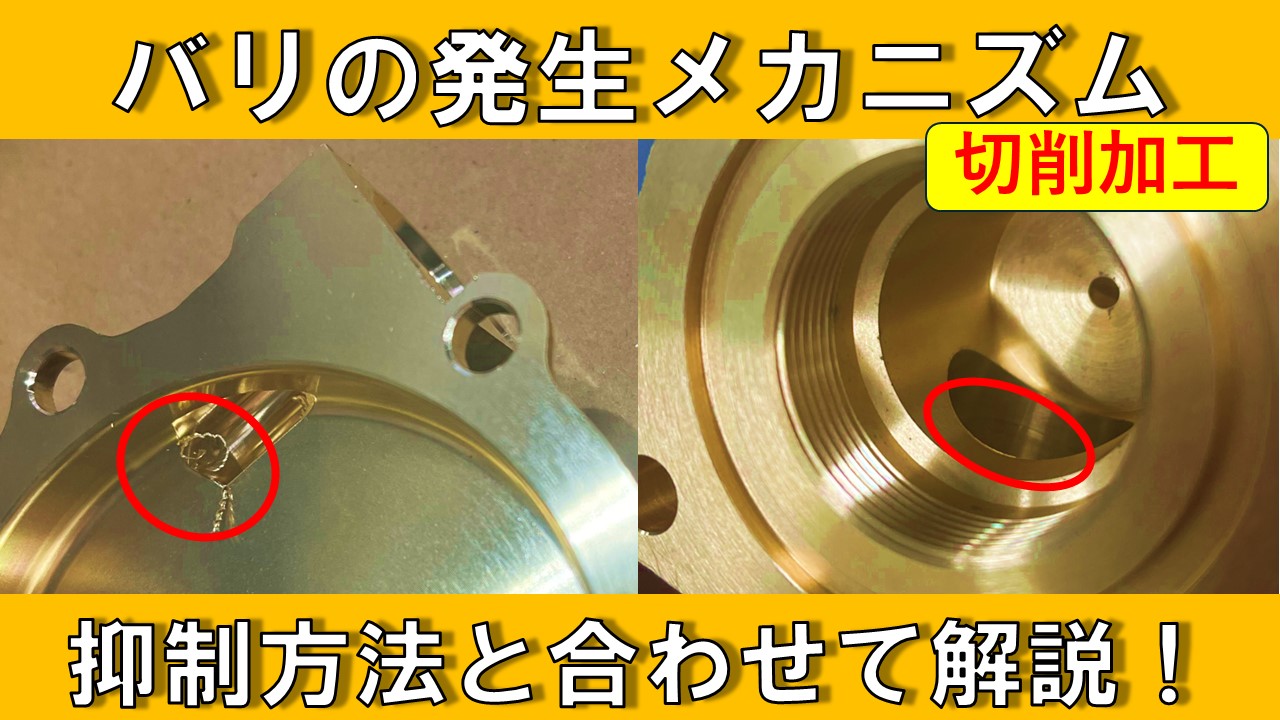
【電子機器向け】バリの発生メカニズムと対策
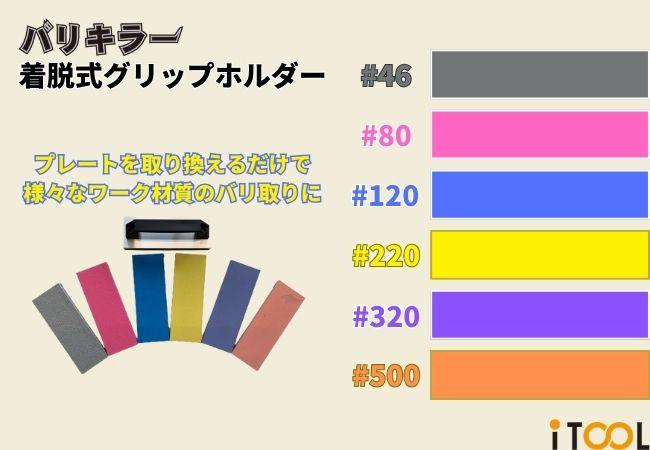
【半導体製造向けバリ取り】プレート交換で多様なワーク材質に対応
【半導体製造向け】バリ取り工具 i-TOOL ブライト900

【電子機器向け】バリ取り工具 ブライト900 クラフトタイプ

電子部材(積層板)【樹脂・フィルム穴加工事例】

スピーカー・カメラ 穴加工【成形品への穴加工事例】
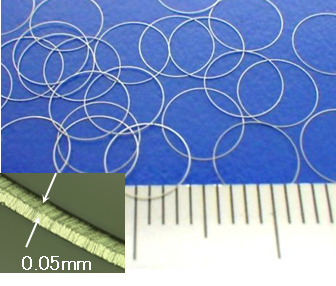
ステンレス鋼のスマホ用カメラモジュール部品 超極細抜き加工事例
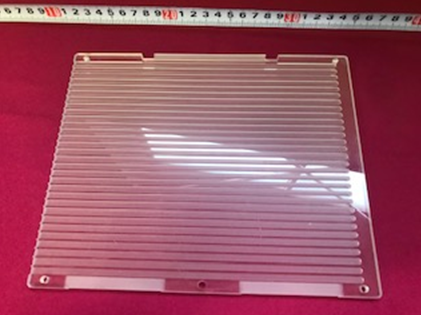
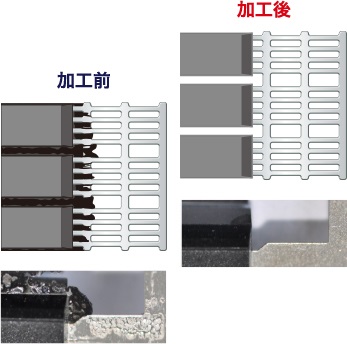
【加工事例】基板マガジンレール 樹脂加工
電子部品のバリ取り【ブラスト加工事例】
『銅貼りセラミック基板用回路基材プレス加工』
フ��ィルム プレス加工 東レルミラーS10#100
ステンレス鋼のプリンター部品(材厚:1.2mm)加工事例

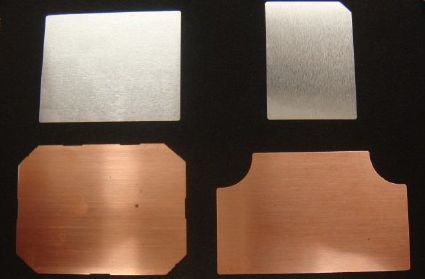
クロスエッジ微細加工 金属製品(ヒートシンク)

【加工技術例】カメラモジュールアクチュエータ用 ケース
アルミ微細加工品を大量にメッキできる技術(バレルめっき技術)

【切削加工・ザグリ加⼯(段加⼯)事例】ICカード

【加工素材事例】金属(マイクロチューブ)ver
スピーカー・タブレット穴加工【成形品への穴加工事例】

精密部品加工:精密プレス加工による非鉄金属材料の加工事例
鉄鋼の携帯電話部品(1.4mm)加工事例
精密プレス加工 薄くて細くて強度が足りない!さて?

お探しの製品は見つかりませんでした。
1 / 1
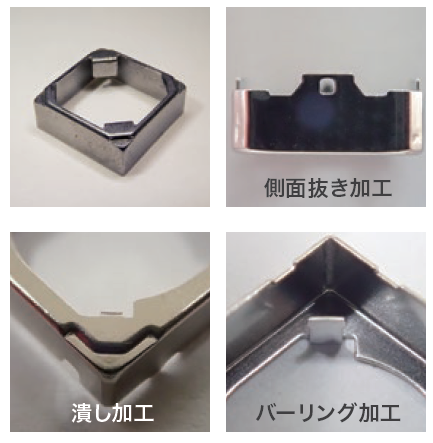
切削加工におけるバリの発生抑制
切削加工におけるバリの発生抑制とは?
切削加工において、加工後に材料の端面に発生する不要な突起物(バリ)を最小限に抑える技術や手法のことです。バリは製品の精度低下、組み立て不良、安全性への影響などを引き起こすため、その発生抑制は微細・精密加工において極めて重要です。
課題
工具摩耗によるバリ増大
切削工具の摩耗が進むと、切れ味が低下し、材料の剥離や塑性変形が起こりやすくなり、バリが大きくなる傾向があります。
加工条件の不適合
切削速度、送り量、切り込み量などの加工条件が材料や工具に対して不適切だと、加工抵抗が増加し、バリが発生しやすくなります。
材料の特性と加工性の問題
加工する材料の硬度、靭性、加工硬化性などがバリの発生に大きく影響し、特定の材料ではバリ抑制が困難な場合があります。
加工パスの最適化不足
工具の進入・離脱時の軌跡や、加工順序が最適化されていないと、残留応力や材料の引きずりが発生し、バリの原因となります。
対策
高精度・長寿命工具の採用
切れ味が高く、摩耗しにくい特殊コーティングや材質の工具を使用することで、加工初期から安定した切削が可能になり、バリ発生を抑制します。
加工条件の最適化とシミュレーション
材料特性や工具情報を基に、加工シミュレーションを活用して最適な切削条件(速度、送り、切り込み)を見つけ出し、バリ発生を最小限に抑えます。
特殊加工技術の適用
超音波振動切削や電解加工など、従来の切削とは異なる原理の加工法を適用することで、材料の変形を抑え、バリの発生を大幅に低減します。
加工パスのインテリジェント制御
工具の進入・離脱時の動きを滑らかにし、加工中の負荷を均一化するような高度なCAMソフトウェアによる加工パス生成を行います。
対策に役立つ製品例
超硬合金製マイクロエンドミル
微細な加工に適した高硬度・高精度な工具で、鋭利な刃先が材料をスムーズに切り込み、バリの発生を抑制します。
ダイヤモンドライクカーボンコーティング工具
低摩擦係数と高硬度を両立したコーティングにより、材料の溶着や摩耗を防ぎ、クリーンな切削を実現してバリを低減します。
高精度工具研磨サービス
工具の切れ味を常に最適な状態に保つことで、摩耗によるバリの増大を防ぎ、安定した加工品質を維持します。
切削油剤最適化システム
材料や加工条件に合わせた最適な切削油剤を選定・供給することで、潤滑性と冷却性を高め、加工抵抗を低減しバリを抑制します。
⭐今週のピックアップ

読み込み中
