
微細・精密加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
小径工具の折損防止とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
微細加工技術 |
その他微細・精密加工 |

切削加工における小径工具の折損防止とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
【微細・精密加工装置向け】HIWIN 精密/転造ボールねじ

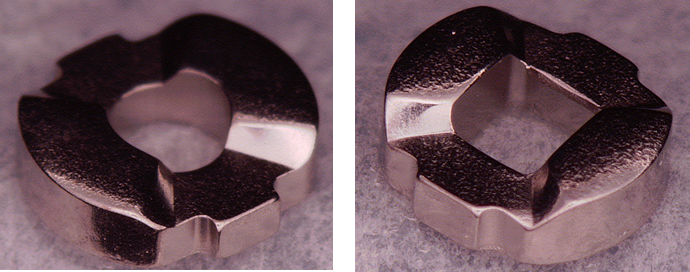
鉄鋼の携帯電話部品(1.4mm)加工事例
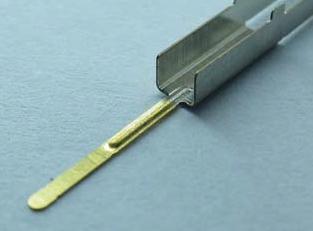
『フォーミングリード加工』のご紹介

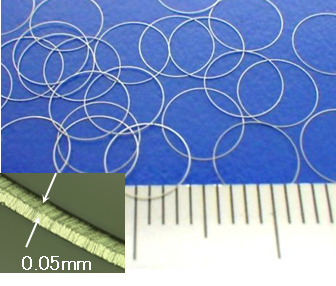
【加工素材事例】金属(マイクロチューブ)ver
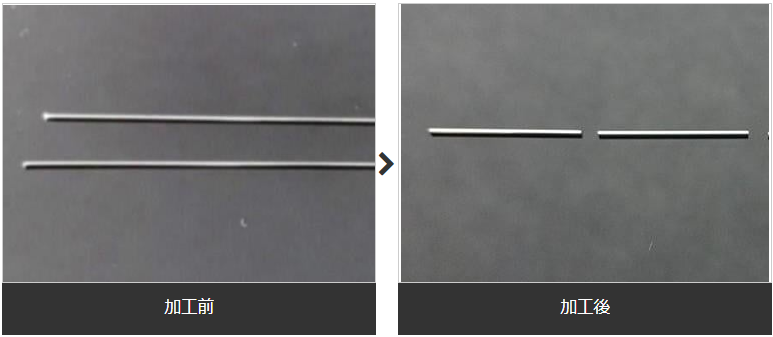
精密プレス加工 薄くて細くて強度が足りない!さて?
ステンレス鋼のスマホ用カメラモジュール部品 超極細抜き加工事例
CCDカメラ搭載非接触工具測定システム『VTS SF-45』

電子部材(積層板)【樹脂・フィルム穴加工事例】

マイクロパーツ 1

マイクロパーツ 3


お探しの製品は見つかりませんでした。
1 / 1
切削加工における小径工具の折損防止
切削加工における小径工具の折損防止とは?
微細・精密加工において、直径が小さい切削工具は、加工中の様々な要因により折損しやすいという課題があります。この折損を未然に防ぎ、安定した加工品質と生産性を維持するための技術や対策全般を指します。
課題
微細工具への過大な負荷
加工中の切削抵抗や振動が、細い工具軸に集中し、許容応力を超えることで折損を引き起こします。
加工条件の不適合
不適切な切削速度、送り量、切り込み量などの設定は、工具に過剰な負担をかけ、折損リスクを高めます。
工具の摩耗・損傷
摩耗が進んだ工具や、微細な欠けがある工具は、切削抵抗が増加し、折損しやすくなります。
ワーク材の特性と加工
硬質材や加工しにくい材料の切削は、工具への負荷を増大させ、折損の可能性を高めます。
対策
加工条件の最適化
工具径や材質、ワーク材に合わせて、切削速度、送り量、切り込み量を慎重に設定し、工具負荷を最小限に抑えます。
高剛性な加工システム
主軸の振動抑制、チャックの精度向上、工具保持具の最適化により、加工中の安定性を高め、工具への不規則な負荷を低減します。
工具管理と選定
定期的な工具点検、適切な交換時期の設定、加工内容に適した材質・形状の工具選定を行います。
先進的な切削技術の活用
工具寿命を延ばし、切削抵抗を低減するような、特殊な切れ刃形状やコーティング技術を持つ工具を使用します。
対策に役立つ製品例
高精度工具保持具
工具の振れを極限まで抑え、安定した把持力を提供することで、工具への不均一な負荷を防ぎ、折損リスクを低減します。
微細加工用超硬合金工具
特殊な合金組成と精密な刃先設計により、高い強度と耐摩耗性を両立させ、微細な切削でも折損しにくい特性を持ちます。
加工条件最適化ソフトウェア
ワーク材、工具情報、加工内容を入力することで、工具負荷を最小限に抑える最適な加工条件を提案し、折損を未然に防ぎます。
振動抑制機能付き主軸
加工中の振動をリアルタイムで検知・補正し、工具にかかる衝撃や不規則な負荷を軽減することで、折損を防ぎます。
⭐今週のピックアップ

読み込み中
