
微細・精密加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
被削性の改善技術開発とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
微細加工技術 |
その他微細・精密加工 |

難削材加工における被削性の改善技術開発とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
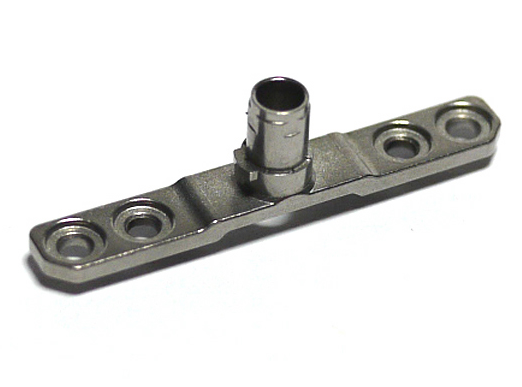
製品事例紹介【携帯電話用ジョイント(1)】
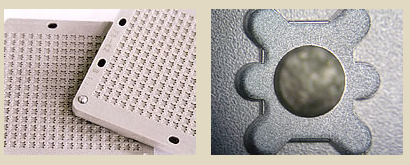
クロスエッジ微細加工 金属製品(ヒートシンク)

株式会社後島精工 会社案内
製品事例紹介【携帯電話用ジョイント(2)】

【事例】純銅電気部品の鋳物の鋳造


お探しの製品は見つかりませんでした。
1 / 1
難削材加工における被削性の改善技術開発
難削材加工における被削性の改善技術開発とは?
難削材加工の被削性の改善技術開発は、チタン合金、超合金、セラミックスなどの加工が困難な材料(難削材)の切削性や研削性を向上させるための技術開発全般を指します。これにより、加工時間の短縮、工具寿命の延長、加工精度の向上、コスト削減などを実現し、航空宇宙、医療、半導体などの先端産業における部品製造の効率化と品質向上を目指します。
課題
加工硬化と高い強度
難削材は加工中に硬化しやすく、高い強度を持つため、切削抵抗が大きくなり、工具の摩耗が激しくなります。
熱伝導率の低さ
熱伝導率が低い材料は、切削熱が加工点に集中しやすく、工具の損傷や加工面の品質低下を招きます。
化学的親和性
工具材料との化学的な親和性が高い場合、溶着や摩耗が促進され、工具寿命が著しく低下します。
加工面の粗さ・精度不良
上記要因により、加工面の粗さが増大したり、寸法精度や幾何公差を満たすことが困難になります。
対策
革新的な切削工具の開発
高硬度・高靭性材料を用いた工具や、特殊なコーティングを施した工具により、耐摩耗性・耐熱性を向上させます。
先進的な加工方法の導入
超音波振動切削やレーザーアシスト切削など、加工点への負荷を低減する新しい加工技術を適用します。
最適化された切削条件の設定
切削速度、送り量、切り込み量などを、材料特性と工具性能に合わせて最適化し、加工効率と工具寿命のバランスを取ります。
高度な冷却・潤滑技術
高性能な切削油剤の使用や、ミスト潤滑、極低温冷却などの技術により、切削熱を効果的に除去し、加工面の品質を維持します。
対策に役立つ製品例
超硬合金製切削工具
高い硬度と耐摩耗性を持ち、難削材の切削抵抗に耐え、工具寿命を延ばします。
ダイヤモンドライクカーボンコーティング工具
低摩擦係数と高硬度により、材料の溶着を防ぎ、滑らかな切削を実現します。
高圧クーラント供給システム
切削点へ直接高圧の切削油を供給し、効果的に冷却・潤滑することで、加工熱による工具損傷を抑制します。
振動アシスト切削装置
切削工具に微細な振動を与えることで、切りくずの排出を促進し、切削抵抗を低減させます。
⭐今週のピックアップ

読み込み中
