
航空・宇宙開発に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
非破壊検査の自動化とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
UAM・脱炭素 |
宇宙 |
研究開発・エンターテインメント |
航空 |
その他航空・宇宙開発 |

航空(製造)における非破壊検査の自動化とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
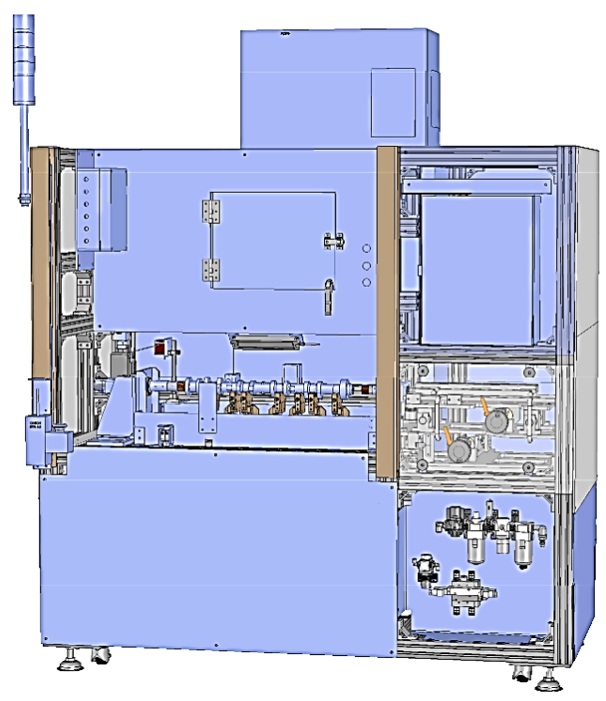
【製造業向け】ピストン超音波検査装置<手動>
【航空宇宙向け】コンパクトエアリークテスター|FLZ-0220

【航空宇宙構造向け】超音波探触子カタログ
【金属加工業向け】ピストン超音波検査装置<自動>
【航空宇宙向け】圧縮空気清浄度測定

【航空宇宙向け】Pulse300 レーザークリーナー

【航空宇宙向け】ポケットサイズ超音波ガス漏れ検知カメラ

【航空宇宙検査向け】ミリオンアクチュエータ
【航空宇宙向け】小型・軽量レーザークリーナー「CLMシリーズ」

【航空宇宙向け】超音波探傷器のはなし<基礎編>
【航空宇宙向け】岡谷酸素株式会社

【航空宇宙向け】洗浄の基礎知識が分かる!洗浄機の選び方

【航空宇宙機体向】超音波探傷試験対策セットUI-S9,UI-29

【航空宇宙向け】ワンタッチカプラー(オネジ用)

【航空宇宙向け】MTG 超音波厚さ計

【航空宇宙向け】万能試験機の選び方ガイド

【航空宇宙向け】フクダ ピンホール(擬似欠陥/参照試験片)

【航空宇宙向け】PTG:機体評価をサポート

【航空宇宙向け】超音波探傷装置の定期点検方法
【航空機製造向け】超音波探傷装置の定期点検方法
【航空宇宙向け】CCDカメラ非接触工具測定システム VTS WF

【製造業向け】ピストンピン・リップ部渦流探傷装置

【航空宇宙向け】CW2000 レーザークリーナー

【製造業向け】中空シャフト同軸度超音波判定装置
【航空宇宙向け】ピンホール探知器 D236

【航空宇宙向け】ニアライン-PM

【金属加工業向け】プーリー超音波検査装置
【航空宇宙向け】セパレート型膜厚計A456シリーズ

【航空宇宙向け】表面検査技術資料一覧
【技術資料】複合材料の欠陥深さの計測・超音波と赤外線との比較
航空機ホイール渦流探傷システムEloWheel

エアーブラスト用 樹脂製研磨材「ポリプラス FPI」

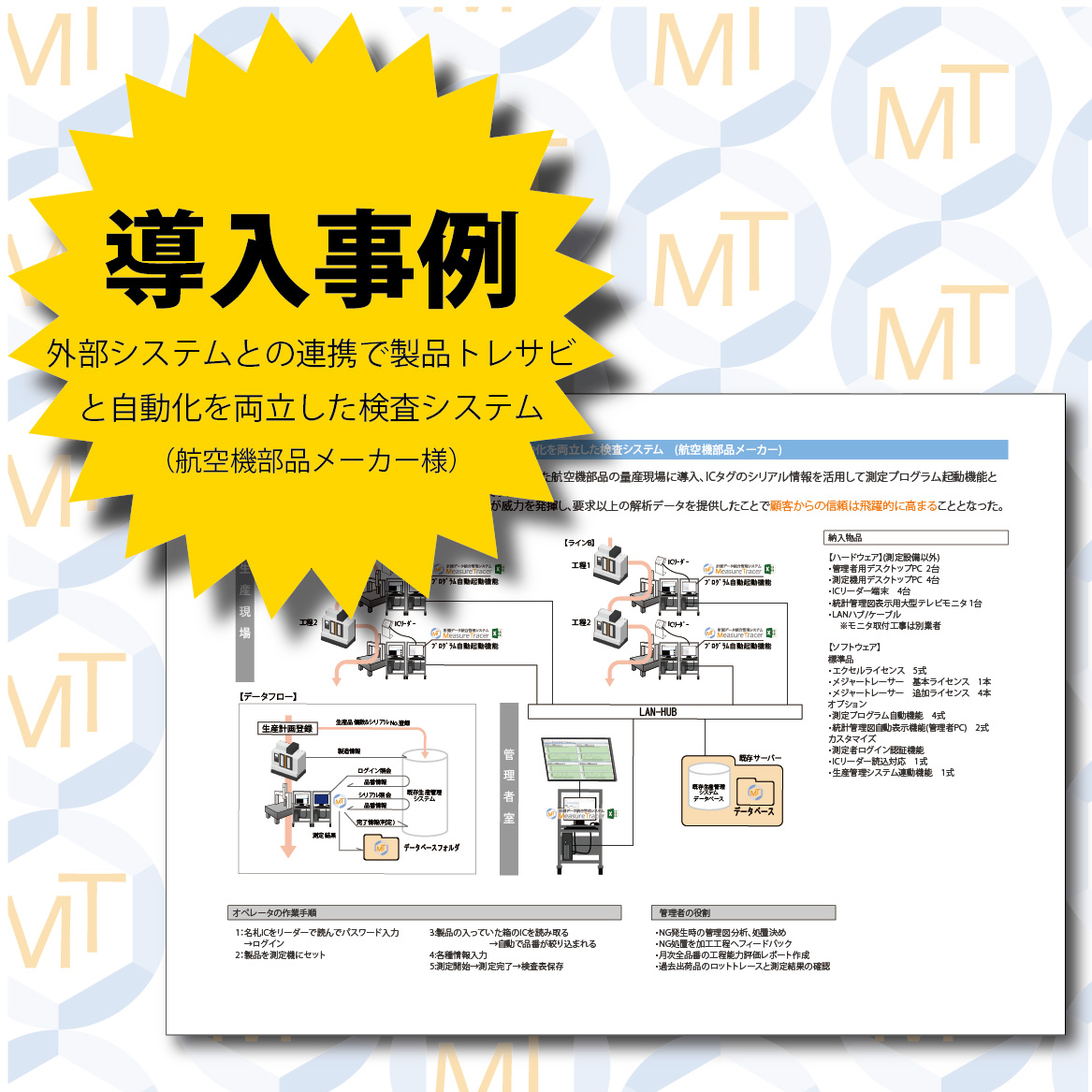
【導入事例】製品トレサビリティと自動化を両立した検査システム
X線CT受託サービス【非破壊評価・3次元測定・リバースENG】
清浄度保証検査装置 製作サービス

航空機エンジン部品用自動渦流探傷システムEloScan

ドイツ diondo工業CT測定サービス-航空宇宙
株式会社高林製作所

ポータブル渦流探傷装置 「バンテージ Vantage」

【事例紹介】航空宇宙産業

【お客様の声】東京航空計器株式会社様


お探しの製品は見つかりませんでした。
1 / 1
航空(製造)における非破壊検査の自動化
航空(製造)における非破壊検査の自動化とは?
航空機や宇宙船の製造において、機体の安全性と信頼性を確保するために不可欠な非破壊検査(NDI)プロセスを、ロボットやAI技術を用いて自動化することです。これにより、検査の精度向上、時間短縮、コスト削減、そして作業員の負担軽減を目指します。
課題
検査員の熟練度依存と人為的ミス
NDIには高度な専門知識と経験が必要であり、検査員のスキルに依存する。また、長時間の作業による疲労や集中力の低下が人為的ミスを引き起こす可能性がある。
検査時間の長期化と生産性低下
複雑な構造を持つ航空機部品の検査には多くの時間を要し、これが製造ライン全体のボトルネックとなり生産性を低下させる要因となっている。
検査データの標準化と解析の困難さ
手動検査では、検査データが非標準化されやすく、大量のデータを効率的に解析・管理することが難しい。これにより、過去の検査結果との比較や傾向分析が困難になる。
アクセス困難な箇所の検査の限界
機体の内部や狭い箇所など、人間が直接アクセスして検査を行うことが難しい部位が多く、検査の網羅性や精度に限界が生じることがある。
対策
自律型検査ロボットの導入
カメラやセンサーを搭載したロボットが、事前にプログラムされた経路に従って自動で検査を行う。これにより、人為的ミスを減らし、検査の均一性を確保する。
AIによる画像解析と異常検知
AIがNDI画像データを解析し、微細な欠陥や異常を自動で検出・識別する。これにより、検査精度の向上と解析時間の短縮を実現する。
デジタルツインと統合管理システム
製品のデジタルツイン上で検査計画を立て、検査結果をリアルタイムで集約・管理する。これにより、検査データの標準化と効率的な分析を可能にする。
高度なセンサー技術とデータ取得
超音波、X線、赤外線などの高度なセンサー技術を活用し、アクセス困難な箇所も含めて高精度な検査データを取得する。
対策に役立つ製品例
自律走行型検査ドローン
広範囲の機体表面やアクセス困難な箇所を、事前に設定されたルートで自律的に飛行し、搭載された高解像度カメラで検査を行う。これにより、人手では難しい広範囲かつ迅速な初期検査が可能となる。
AI画像認識検査ソフトウェア
NDI装置から取得した画像データをAIが学習し、微細な亀裂、腐食、異物混入などの欠陥を自動で検��出・分類する。これにより、検査員の目視検査に依存せず、客観的かつ高精度な判定を実現する。
多関節ロボットアーム型検査システム
複雑な形状の部品や機体内部の検査箇所に、超音波探傷器や渦電流探傷器などの検査プローブを正確に配置し、自動でスキャンを行う。これにより、人間では困難な精密な検査を均一な圧力と速度で実施できる。
統合型検査データ管理システム
様々なNDI装置や自動検査システムから取得された検査データを一元的に収集・管理し、デジタルツインと連携させる。これにより、検査履歴の追跡、傾向分析、品質管理レポート作成を効率化し、トレーサビリティを向上させる。
⭐今週のピックアップ

読み込み中
