
セラミック加工に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
加工時のクラック防止とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
セラミックス加工 |
セラミックス材料 |
工業炉 |
高機能セラミックス |
製造設備 |
粉体装置 |
その他セラミック加工 |

仕上げ・二次加工における加工時のクラック防止とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
岩石切断機『ニューパワーカッター』

精密切断機『 コンポジッター 』

【PCD工具開発例】LCB(チップブレーカ付き)PCDエンドミル

クーラント精密濾過装置※特許技術でコ��スト減!高濾過精度で品質維持

【精密切削加工事例】固定プレート

シリコン・焼結体用接着剤『サンワックス TXW』
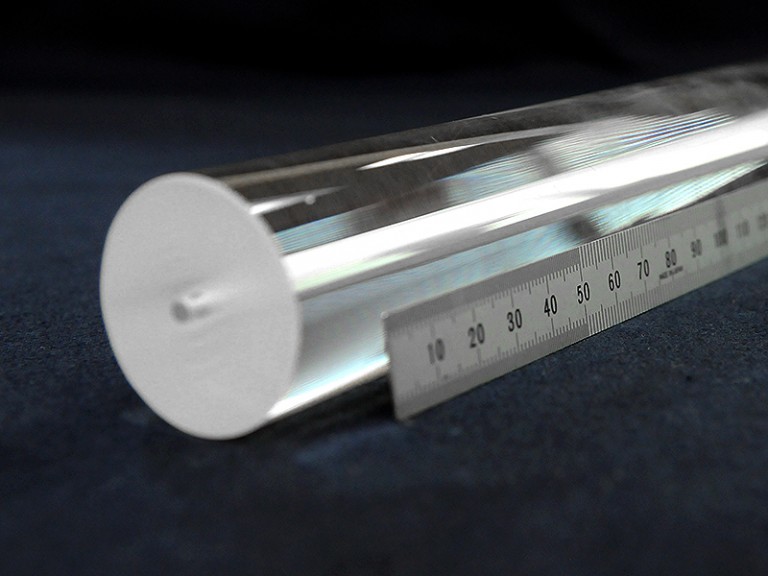
セラミック・ガラス基板などの厚物加工

レーザスクライバー (セラミックスクライバ)『LS-Cシリーズ』

全自動高速遠心分離機 ~C-one Series~

グリーンシートカッター GC1000MS

【超音波加工事例】石英ガラス(貫通穴加工)
セラミックス分野

お探しの製品は見つかりませんでした。
1 / 1
仕上げ・二次加工における加工時のクラック防止
仕上げ・二次加工における加工時のクラック防止とは?
セラミック製品は、その硬度や耐熱性から様々な分野で利用されていますが、脆性材料であるため、仕上げや二次加工の際に微細な亀裂(クラック)が発生しやすいという課題があります。このクラックは製品の強度低下や信頼性の問題に直結するため、加工プロセスにおいてクラックの発生を抑制・防止することが極めて重要となります。本稿では、この仕上げ・二次加工時のクラック防止に焦点を当て、その課題と具体的な対策について解説します。
課題
加工負荷による微細クラックの発生
研削や切削などの加工時に発生する応力や熱が、セラミック材料の表面や内部に微細なクラックを誘発します。
材料特性と加工条件のミスマッチ
セラミックの種類や形状、加工ツールの選定、加工条件(速度、圧力など)が適切でない場合、クラックが発生しやすくなります。
加工後の残留応力の蓄積
加工によって生じた残留応力が製品内部に蓄積し、後工程や使用中にクラックを成長させる原因となります。
冷却不足による熱衝撃クラック
加工時の発熱に対して冷却が不十分な場合、急激な温度変化(熱衝撃)によりクラックが発生するリスクが高まります。
対策
加工条件の最適化
低速・低負荷での加工、適切な切削液の使用、加工パスの工夫などにより、加工負荷を低減します。
高精度な加工ツールと治具の活用
セラミック加工に適したダイヤモンド工具や、加工中のワークの安定性を高める治具を使用します。
熱管理と冷却システムの強化
加工中の発熱を効果的に除去するための冷却装置や、熱衝撃を緩和する温度制御を行います。
応力緩和処理の導入
加工後に熱処理などを施し、残留応力を低減させることで、クラックの発生・成長を抑制します。
対策に役立つ製品例
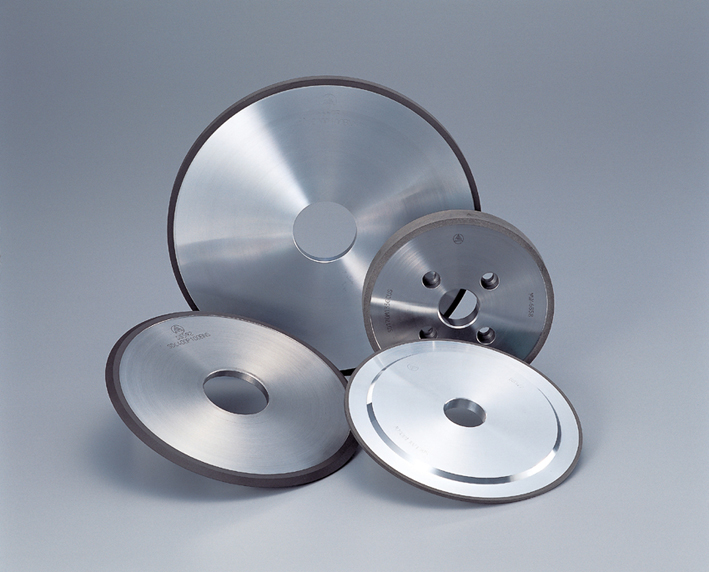
精密研削砥石
セラミック材料の特性に合わせて、低発熱・低負荷で高精度な研削を可能にし、クラック発生を抑制します。
超硬合金製精密カッター
セラミックの硬さに対応しつつ、切れ味と耐久性に優れ、加工時の応力集中を最小限に抑えます。
高性能切削油剤
冷却効果と潤滑効果を両立させ、加工熱による熱衝撃や摩擦熱を低減し、クラック発生リスクを低減します。
自動温度制御装置
加工プロセス全体を通して、セラミック材料に最適な温度管理を行い、熱衝撃によるクラック発生を防止します。
⭐今週のピックアップ

読み込み中
